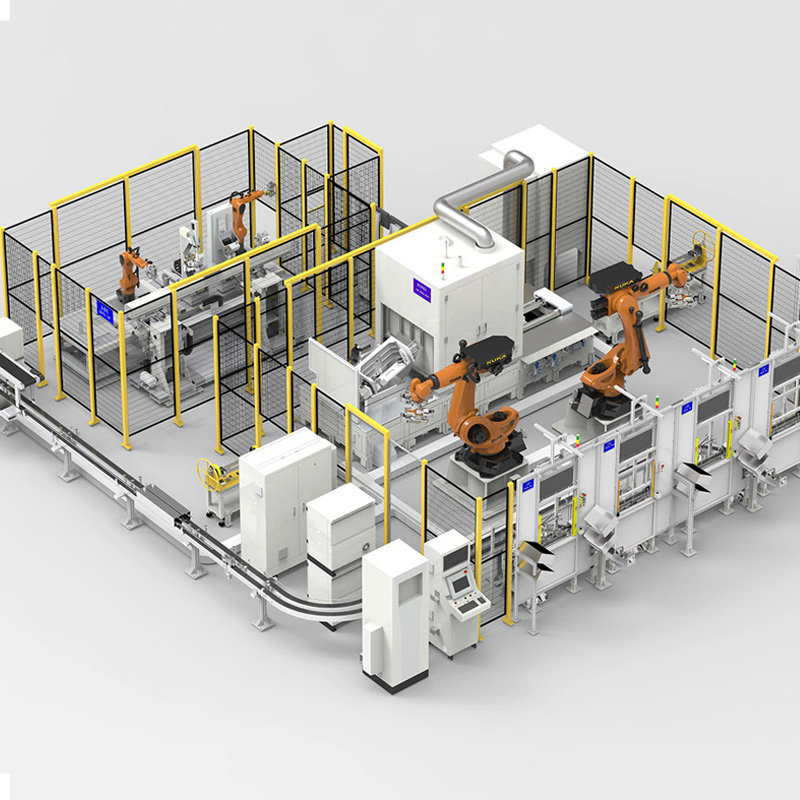
设备简介线体部分采用人工安装组件固定,自动打螺钉,自动点胶,自动翻转,自动气密检测,自动焊接,自动焊后检测等工站组成。人工站为配备智能力臂、智能电批、供钉器、电批选择器、物料架、SOP 一体机等组件提高人工便捷性,图形系统结合智能力臂及智能电批的角度位置等反馈降低人工失误率,提高产品组装的一致性。自动点胶工站配备CCD视觉系统对点胶位置进行位置补偿,随后系统对点胶状态进行状态识别确保点胶的稳定性及一致性。焊接工站采用整体压装独立吹气及抽尘机构确保焊接的稳定和效率。焊中检测系统让每一次的出光异常无处遁形暴露在眼前;